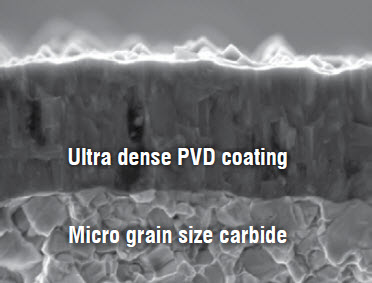
- PVD coating with optimal thermal resistance & added strength
- Tough carbide substrate designed for demanding application
- Substrate and PVD coating designed to balance edge strength & wear resistance
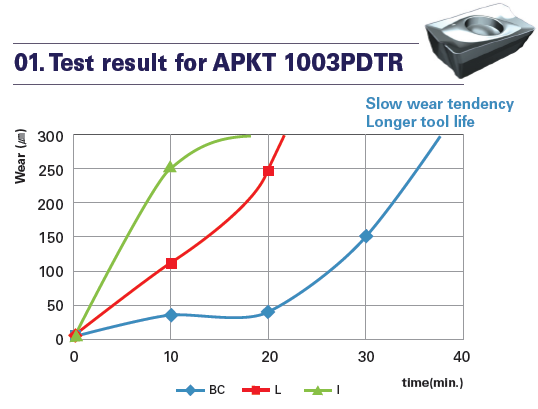
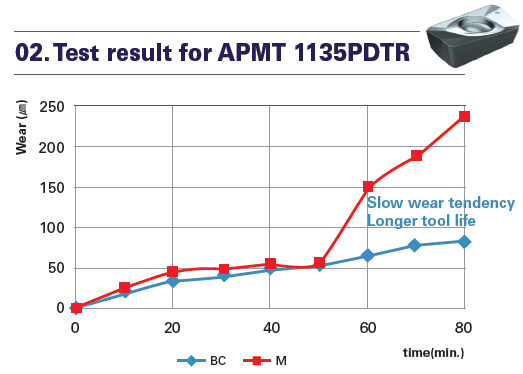
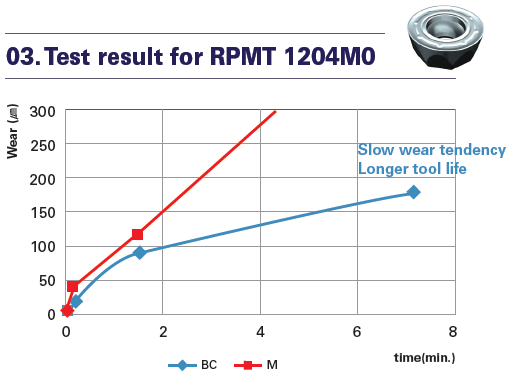
- Excellent cutting performance under harsh machining condition
- Thick coating optimized for cast iron applications
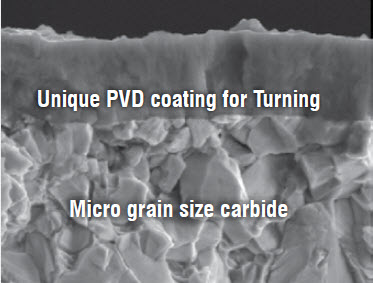
- CVD coating with optimal thermal & wear resistance for turning applications
- Exceptional cutting performance attributed to combination of carbide substrate and coating
Damage of Insert & Counter Measure
| Description | Solution | |

Rapid Flank Wear |
1. Inappropriate feed(f) rate
2. Cutting speed(s) too high |
1. Adjust feed(f) rate according to depth(ap), width(ae)
2. Reduce cutting speed(s) |
Chipping |
1. Feed(f) rate too high 2. Cutting speed(s) too low 3. Vibration of holder & machine |
1. Reduce feed(f) rate 2. Increase cutting speed(s) 3. Reduce the tool overhang & improve the rigidity of machine and workpiece |

Thermal Crack |
1. Insufficient coolant
2. Cutting speed(s) too high |
1. Check cooling system, supply enough coolant or use dry milling
2. Reduce cutting speed(s) |
Build Up Edge |
1. Cutting speed(s) too low 2. Insufficient coolant 3. Not enough rake angle |
1. Increase cutting speed(s) 2. Supply enough coolant 3. Increase rake angle of change inserts |

Notching |
1. Scaling or work hardening in workpiece surface area
2. Burrs in workpiece |
1. Change/Vary cutting condition (feed & depth) 2. Change path or direction |

Fracture |
1. Wrong insert shape or corner radius
2. Corner radius too small 3. Cutting force fluctuation too high |
1. Choose the insert with bigger corner or radius |

Cratering |
1. Insufficient coolant supply
2. Cutting speed(s) and feed(f) rate too high |
1. Increase coolant supply or concentration 2. Reduce cutting speed(s) and feed(f) rate |
Plastic Deformation |
1. Cutting speed(s) too high
2. Too much stress applied on the cutting edge |
1. Reduce cutting speed(s) 2. Supply enough coolant 3. Choose insert with bigger corner radius |
Trouble Shooting
| Trouble | Cause | Counter measure | |||
| Cutting conditions | |||||
| Cutting speed | Feed rate | Depth of cut | Coolant | ||
| Heat | Inappropriate cutting condition |
↓ | ↓ | ↓ | |
| Poor surface quality of machined surface |
Premature insert wear |
↓ | ● | ||
| Chipping of cutting edge |
↓ | ↓ | |||
| Built up edge | ↑ | ↑ | ● | ||
| Inappropriate cutting condition |
↑ | ↓ | ↓ | ● | |
| Chatter | ↓ | ↓ | ↓ | ● | |
| Change of cutting edge line |
Inappropriate cutting condition |
↓ | ↑ | ||
| Burr, Chipping (Steel, Aluminum) |
Inappropriate cutting condition |
↓ | ↑ | ● | |
| Chipping of workpiece (Cast Iron) |
Inappropriate cutting condition |
↓ | ↓ | ||
| Burr (Mild steel) |
Inappropriate cutting condition |
↑ | ● | ||
- ↓ : decrease ↑ : increase ![]() : depends on status ● : use coolant
: depends on status ● : use coolant
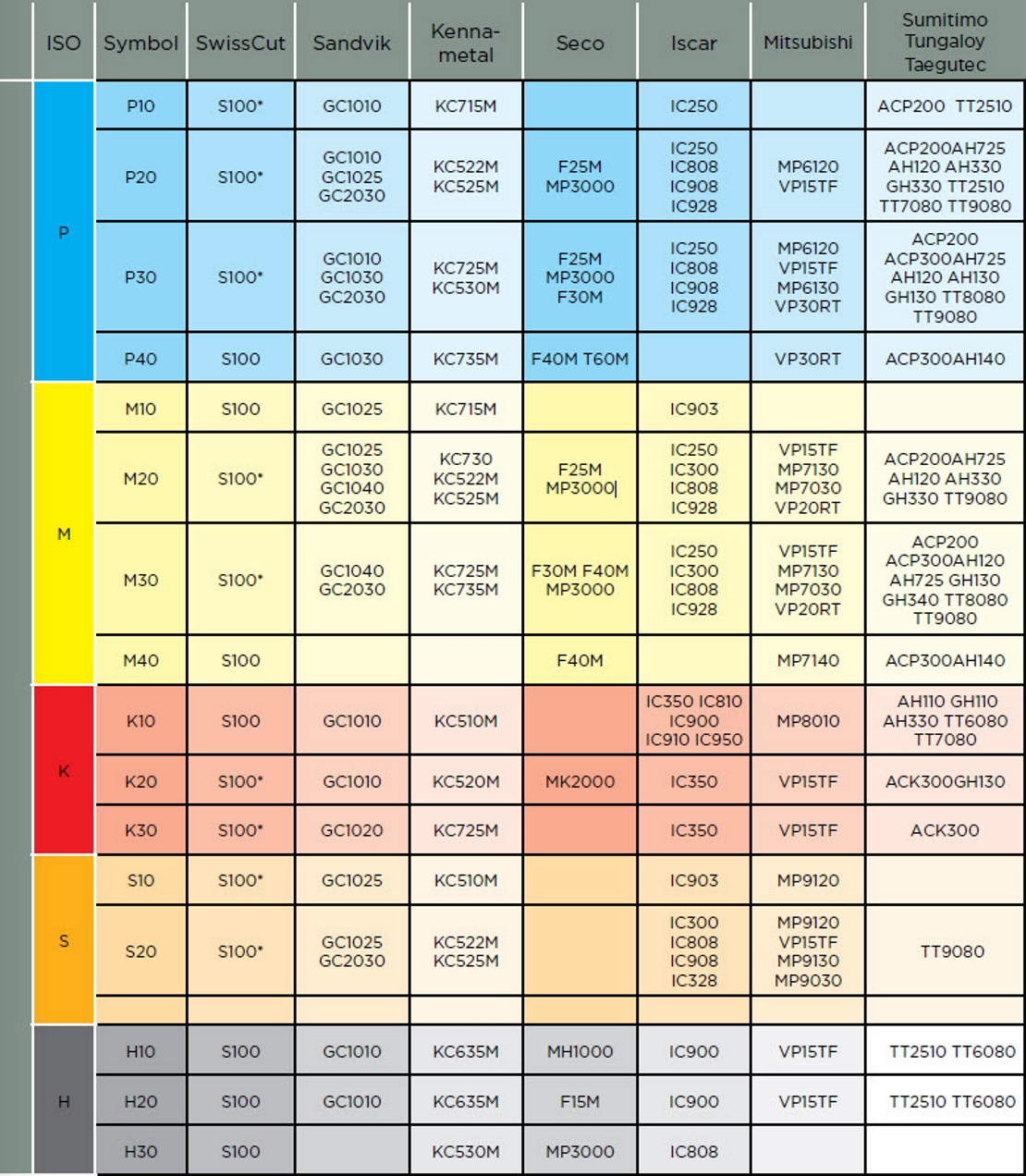
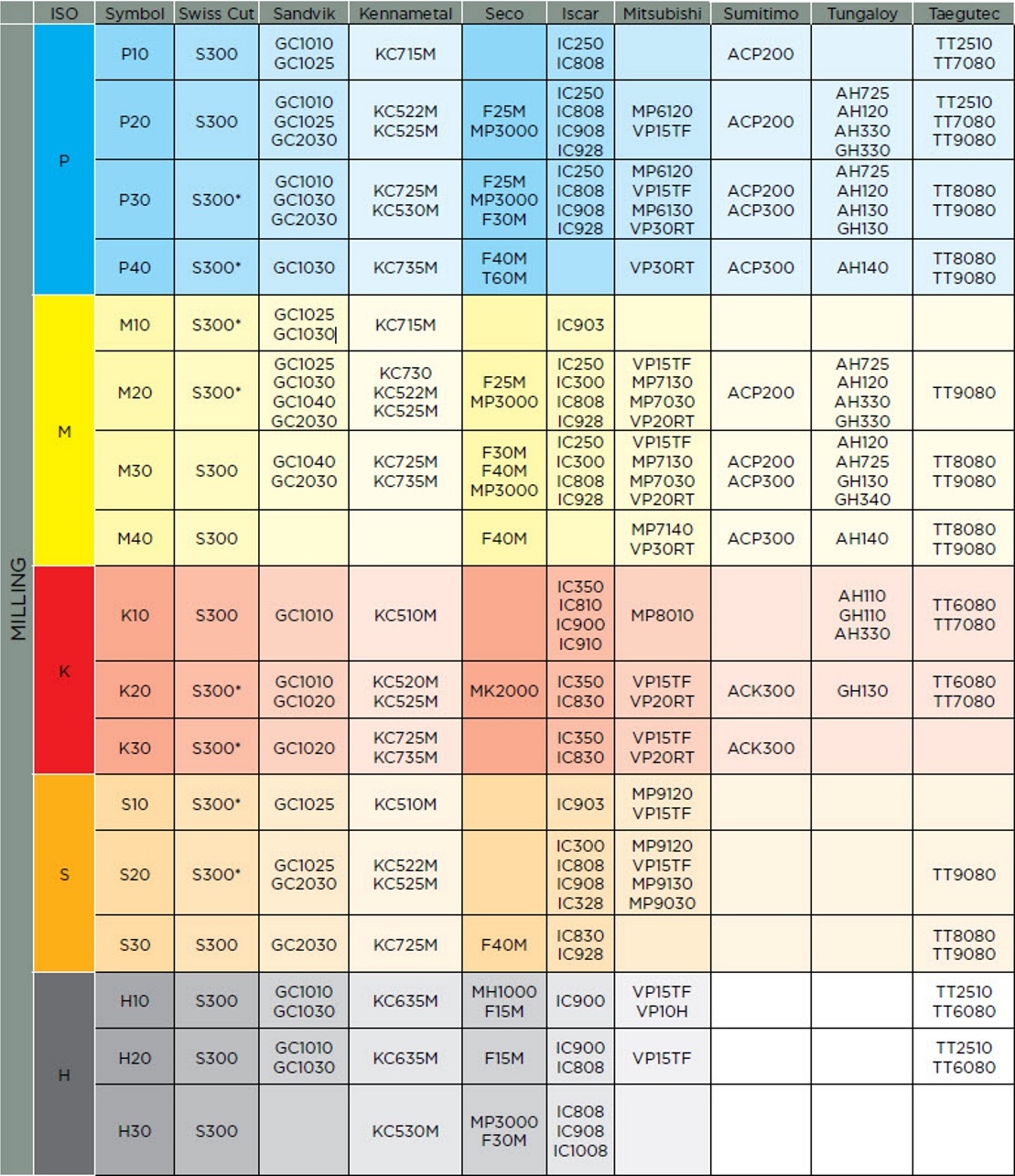
Universal Grades Comparison Chart : PVD MILLING and DRILLING
Universal Grades Comparison Chart : TURNING